While sheet metal is primarily a tig welding job there are times when it s handy to have an available mig welder to fuse sheet metal.
Best gas mig welding sheet metal.
For mig welding sheet metal it is often recommended to use an electrode wire of the smallest diameter to prevent burn through and warping.
Keep the stick out short stickout of your mig wire is important when welding any type of metal but especially sheet metal.
To weld sheet metal with solid wires use electrode positive ep or reverse polarity.
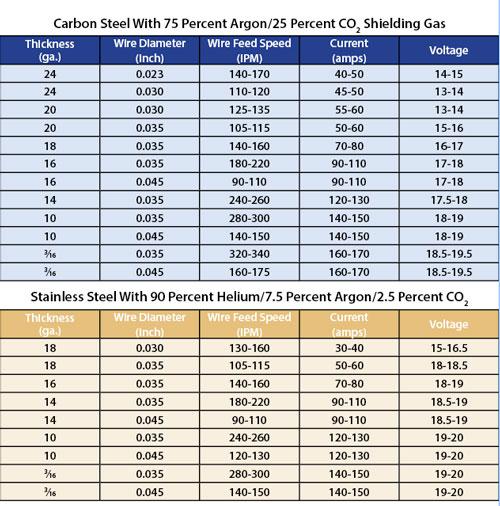
With these materials use a tri mix gas 90 helium 8 argon and 2 co 2.
The best one to use is a mixture of 75 argon 25 carbon dioxide.
As for shielding gas a higher argon based gas is recommended.
Mig welding gas for stainless steel welding welding of stainless steel is typically done with c2 or 2 carbon dioxide and 98 argon.
Wires are compatible but for welding 316l stainless you need a 316l wire.
It is better to use instead of a high percentage of co2.
In some cases there is tri mix shielding gas containing 90 helium 7 5 argon and 2 5 carbon dioxide.
Welding gas for carbon steel when it comes to the gases used in normal welding for carbon steel many welders used the c25 mixture that consists of co2 25 and argon gas 75 because co2 cannot be used separately in some cases as it creates a deeper penetration.
Holding the tip too far from the surface will cause the wire to have to come out too far to touch the metal.
The hobart handler 140 mig is the best affordable mig welder for sheet metal.
The majority of the sheet metal welding i ve done was with a 90 amp 110 volt welder.
Mig welding sheet metal.
The best thing about argon is that it carries less heat than co2 which further results in less spatter.
Never go for a thinner base metal for the auto body sheet welding to get the best result out of it.
Mig welding is the preferred method for most automotive bodywork and since sheet metal is the thinnest of metals a large expensive mig unit is usually not required.
The best gas for mig welding and the types of welding gases used are namely.
The main reason to use a smaller diameter wire is that it takes less heat for melting and hence the metal around the weld is not heated to a very great extent.
It s one of the highest quality machines available and comes incredibly low priced.
Usually copper or aluminum because they dissipate heat best clamped.